








Lisovací systémy pro rozvody vytápění a pitné vody nabízejí jednoduchou a rychlou metodu spojování. Je však několik zásad, které vedou k dokonalému spojení trubky s lisovací tvarovkou, a proto tyto zásady musí být vždy dodržovány. Zde je souhrn nejčastěji se opakujících chyb, ke kterým dochází během instalace, ale lze se jim snadno vyhnout při dodržení dalších pokynů uvedených v podkladech výrobce EUROTUBI "Návod pro instalaci a použití".
Systém lisovacích tvarovek má obrovské výhody z hlediska praktičnosti a rychlosti spojování ve srovnání s tradičními technologiemi, jako je svařování, pájení nebo řezání závitů.
Montážních zásad pro správnou instalaci systémů z lisovacích tvarovek není mnoho, ale podmínkou je jejich respektování. Jakmile jsou trubky a lisovací tvarovky zkontrolovány úkony, které musí být provedeny před lisovacím procesem, tzn., že jsou připraveny, dokončení samotného lisovacího procesu odpovídajícím lisovacím zařízením je opravdu velmi snadné.
Produkce výrobce EUROTUBI má dlouhodobě nízký index závadnosti výrobků (cca 8 vadných ks na jeden milión vyrobených ks). Více než 85% reklamací je způsobeno samotným procesem lisování, jako je zapomnětlivost, rozptýlení nebo řemeslná neodbornost během instalace.
Před uvedením jakékoliv instalace systému do provozu, musí být provedena tlaková zkouška systému a kontrola těsnosti, viz technická příručka výrobce "Návod pro instalaci a použití". To znamená odhalit případné problémy instalovaného systému před jeho zprovozněním v době, kdy je lze ještě vyřešit prakticky a ekonomicky.
Pokud se vyskytnou nějaké anomálie, u kterých budete mít pochybnosti, že se může jednat o závadu na lisovací tvarovce, musí být tento kus výrobku ze systému odstraněn (vyříznut) a zaslán výrobci k posouzení. V případě, že posouzením výrobce bude zjištěno, že se jedná o závadu na lisovací tvarovce, je zákazníkovi okamžitě nabídnuto rychlé řešení v podobě výměny vadného kusu, včetně náhrady způsobené škody.
|
Nejčastější závady spojené s netěsností systému lze připsat na vrub chybám v montážním postupu, které lze rozdělit do dvou kategorií:
POZOR: Následující obrázky by mohly urazit nebo se dotknout některých realizačních firem. |
Problémy způsobené v důsledku těsnicích O-kroužků:
|
Popis závady |
Detail závady |
Nedodržené postupy |
|
Chybějící těsnicí O-kroužek. |
 |
Selhání při vizuální kontrole těsnicího O-kroužku. |
|
Těsnicí O-kroužek roztrhaný při vkládání trubky do lisovací tvarovky. |
 |
Selhání při řezání trubky a nezrealizované nebo nedostatečné provedené odhrotování trubky. |
|
Přítomnost písku nebo jiných stavebních nečistot v lisovacím hrdle s instalovaným těsnicím O-kroužkem. |
 |
Selhání při vizuální kontrole čistoty lisovacího hrdla a těsnicího O-kroužku. |
|
Přítomnost kovových špon mezi těsnicím O-kroužkem a lisovacím hrdlem, nebo mezi O-kroužkem a trubkou. |
 |
Selhání při vizuální kontrole otřepů, kovových špon a čistoty trubky a lisovací tvarovky. |
Problémy způsobené v důsledku lisovacího procesu:
|
Popis závady |
Detail závady |
Nedodržené postupy |
| Opotřebované nebo neudržované lisovací čelisti nebo řetězy. Lisovací čelisti / řetězy nejsou dobře posuvné. |  |
Selhání při kontrole funkčnosti lisovacího zařízení, opotřebení, správné a pravidelné údržby lisovacího zařízení. |
| Špatné umístění lisovací čelisti / řetězu na lisovací hrdlo, které má být lisováno. |  |
Selhání při kontrole správného pozičního umístění lisovací čelisti / řetězu na lisovací hrdlo. |
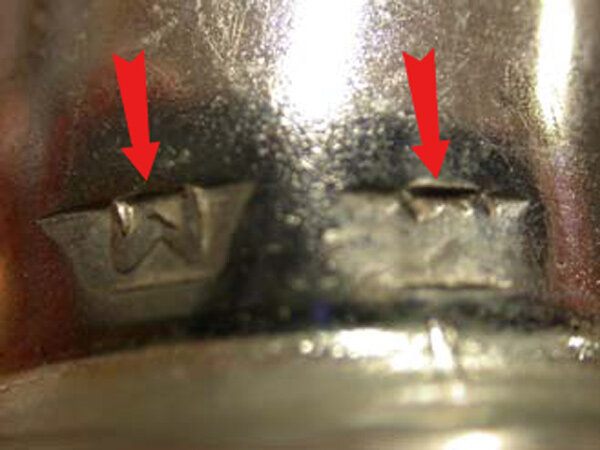
| Lisovací proces proveden jiným typem profilu lisovací čelisti, než který je podmíněn výrobcem. |  |
Selhání při volbě typu čelistí. Použitelné jsou lisovací čelisti s profilem „M". |
| Dvojité lisování. |  |
Lisovací tvarovka byla chybně dvojitě lisována (přelisována). |
| Lisované spoje blízko sebe. |  |
Nedodržení minimální vzdálenosti mezi hrdly lisovaných tvarovek. |
Poznámka: Výše uvedený seznam možných příčin netěsnosti není vyčerpávající. S kompletním seznamem možných příčin se seznamte v Kapitole 14 montážního manuálu "Návod pro instalaci a použití".
Zpětné doporučení pro uplatnění reklamace
V případě reklamace vždy ponechte dostatečnou délku potrubí u vyříznuté lisovací tvarovky, která má být předmětem technických testů a posouzení. Řez v blízkosti lisovacího hrdla, neumožňuje provést dostatečnou tlakovou zkoušku.
Před odesláním k posouzení výrobci se přesvědčte, že lisovací tvarovka, která má být předmětem posouzení je skutečně výrobek EUROTUBI. Často obdržíme výrobky nebo části systémů, které jsou produkty jiných výrobců.
Použití lisovacích tvarovek při realizaci systémů je jedna z nejjednodušších a nejúčinnějších spojovací technik, ale vždy je třeba věnovat maximální pozornost pokynům uvedených v montážním manuálu výrobce "Návod pro instalaci a použití".
Za společnost IVAR CS spol. s r.o.
Miroslav Kotrouš, technický manažer













