




Systém lisování, kdy jsou jako způsob spojování použité trubky a lisovací fitinky, je systém, který se vyznačuje extrémně rychlou instalací. Lisování fitinků vyžaduje málo času a několik jednoduchých kroků. Jedním z nejdůležitějších požadavků je výhradní použití lisovacích řetězů pro lisování fitinků s profilem „M” o průměru 42 mm a větších. V tomto článku si vysvětlíme proč.
V oblasti stavebních, průmyslových instalací a vytápění byl systém lisování v mnoha ohledech revoluční. Rychlost a jednoduchost spojení byly vždy jeho silnými stránkami. Díky energii vyvinuté lisovacím zařízením je lisovací fitink nalisován na potrubí.
Jedním z mála jednoduchých, ale zásadních požadavků na lisování fitinků o průměru 42 mm a větších, je použití lisovacích řetězů s minimálně třemi segmenty.
V praxi to znamená, že tyto lisovací fitinky středních a velkých průměrů musí být lisovány odlišně ve srovnání s průměry menšími. Lisovací fitinky středních a velkých průměrů vyžadují více energie pro lisování, ale především lisování musí být rovnoměrnější. Této rovnoměrnosti lisování je dosaženo díky lisovacím řetězům, které vzhledem k tomu, že jsou tvořeny třemi nebo více segmenty, umožňují v praxi mnohem rovnoměrnější a konstantnější lisování fitinku po celém jeho obvodu.
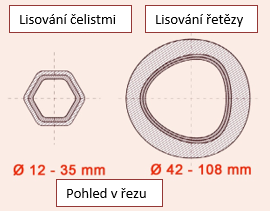
U lisovacích fitinků s průměry do 35 mm jsou požadavky na lisování po celém obvodu fitinku, které má zajistit rovnoměrnost a těsnost, podstatně nižší než u lisovacích fitinků větších průměrů. Z tohoto důvodu je u lisování fitinků malých průměrů po zalisování typický šestihranný profil vytvořený lisovacími čelistmi. Se zvětšujícím se průměrem lisovacích fitinků od 42 mm a výše je potřeba zajistit požadovanou tlakovou odolnost, těsnost a rovnoměrnost lisovaného spoje, kterou Vám zajistí pouze lisovací řetězy. Lisovací řetězy musí mít nejméně tři segmenty. Ve skutečnosti jsou lisovací nástroje pouze se dvěma segmenty technicky srovnatelné s klasickými čelistmi.
Pokud použijeme klasické čelisti pro lisování fitinků středních a velkých průměrů, dojde během lisovacího procesu k nerovnoměrnému stisku a na určitých místech k nadměrné koncentraci materiálu. V důsledku tohoto stavu nebude těsnicí O-kroužek plnit svoji funkci, což v extrémních případech povede k netěsnosti a úniku média.
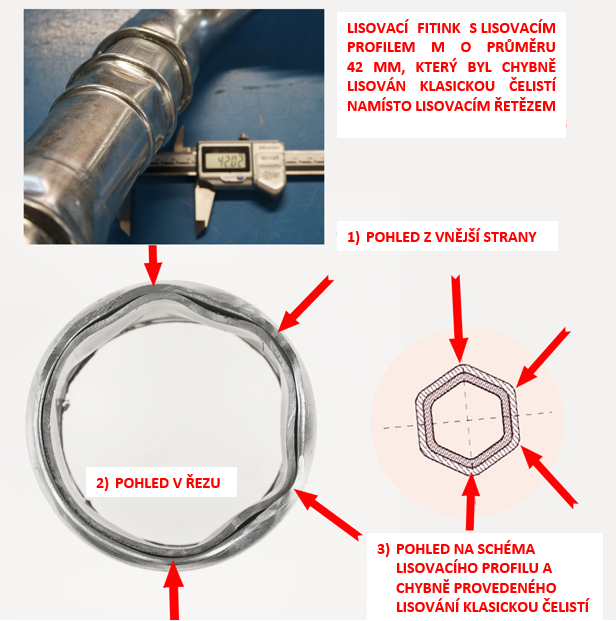
Příklad lisovacího fitinku o průměru 42 mm, který byl omylem zalisován klasickou lisovací čelistí a nikoli lisovacím řetězem.
Na obrázku níže jsou červenými šipkami zobrazena místa, ve kterých došlo k nadměrné koncentraci materiálu.
Důležitost každodenní údržby a pravidelné kontroly lisovacích čelistí a řetězů.
Kromě toho, že je potřeba používat různé lisovací čelisti a řetězy pro různé průměry lisovacích fitinků, je nezbytné zajistit i optimální lisovací zařízení a každodenní údržbu, jako je pečlivé čištění a mazání. Rovněž, jak je stanoveno výrobci, musí být lisovací čelisti a řetězy v určitých pravidelných intervalech podrobovány kontrole v autorizovaných střediscích.
Za společnost IVAR CS spol. s r.o.
Miroslav Kotrouš, technický manažer









